
新聞動態
消息
聯系我們
聯系人: 徐小姐
手機: 15896353995
電話: 0511-85723800
郵箱: sales@cnzyzg.cn
地址: 鎮江市丹徒區高資街道中冶迎賓大道1號
行業新聞
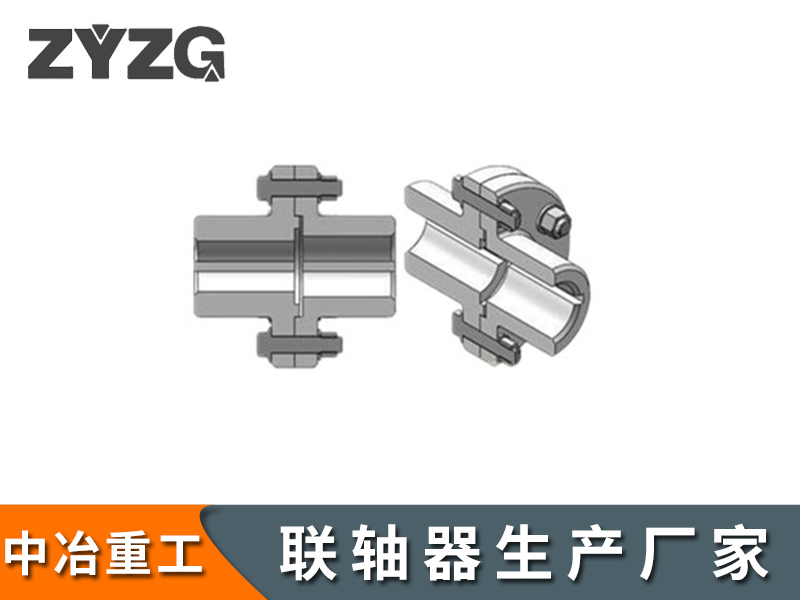
齒式聯軸器齒弧面的成型因素
大多數齒式聯軸器兩半內齒圈的絞螺栓孔采用鉆鉸鏈法,然后標記入口,用這種方法制造的聯軸器不能交換,根據市場需求,特別是冶金行業的特殊要求,兩半內齒圈連接絞螺栓孔的位置公差,在加工和數控鎖床上,交換要求不僅降低了工人在工業生產中維修備件的勞動強度,而且縮短了在線維修問題。齒式聯軸器根據設計要求的位移圓半徑,在滾齒機上使滾刀軌跡用仿形模板加工而成。
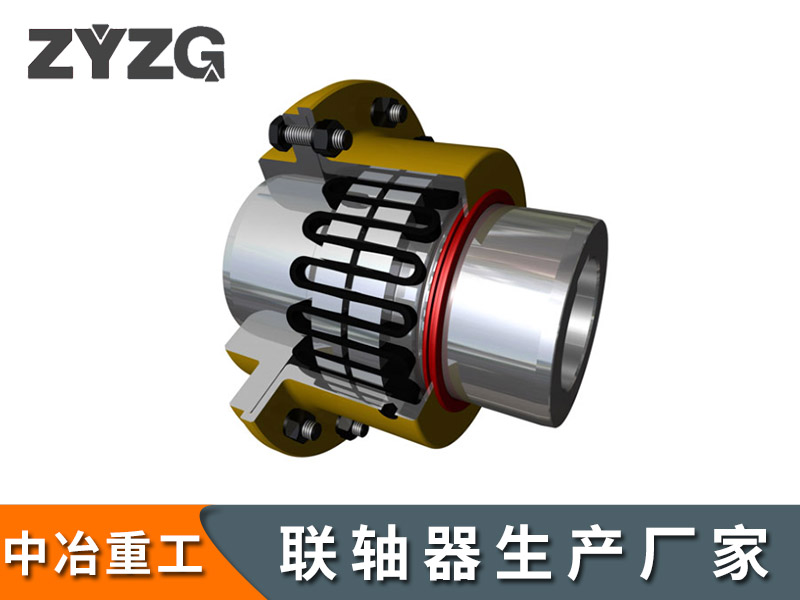
在模板仿形加工中,技術的關鍵在于銑齒轉向齒中弧面時,由于慣性、摩擦阻力、傳動絲杠間隙、傳動鏈剛度不足引起的彈性變形等非線性因素,一般難以加工正確的鼓齒弧面,熟練的工人往往需要根據自己的工作經驗掌握。齒式聯軸器齒弧面采用數控成型,比一般仿形成型的鼓形齒精度好。齒式聯軸器外齒圈全圓跳動不大于0.03mm端面圓跳動不超過0.02mm,如果需要拆下齒圈,使用工具,不要敲打,以免彎曲或損壞軸。

在回裝時,齒圈應加熱至200℃左右安裝在軸上。外齒圈和軸的過盈率一般為0.01~0.03mm,按原標記和數據組裝中間接管或其他部件。為了便于安裝,將兩個半聯軸節放在油箱中進行預熱,以便于增加內孔尺寸。在安裝后,軸頭不得突出半聯軸節端面,檢測兩個半聯軸節之間的距離,沿半聯軸節法蘭盤內側測量3-4點讀數取平均值,加長段與兩個膜片組測量尺寸之和,誤差控制在0-0.4mm范圍之內。
在安裝前,我們檢查原動機和工作機軸是否同心,兩軸表面是否有包裝紙和碰撞,齒式聯軸器兩個半聯軸節內孔是否有雜物,內孔邊緣是否有碰撞,應清理軸和半聯軸節,并用細文件處理碰撞,然后檢查兩個半聯軸節的內孔直徑和長度是否與原動機、工作機的直徑和軸伸長度尺寸一致。一般在選擇時,原動機和工作機端的半聯軸長度小于其伸長度的10mm-30mm為好。
- 上一條:彈性聯軸器可靠的工作場合
- 下一條:鼓形齒式聯軸器同軸精度調整
消息
-
2024-02-28
膜片聯軸器防止高速運轉發生的微動磨損
-
2024-01-25
鼓形齒式聯軸器通過潤滑脂進行潤滑
-
2024-01-11
聯軸器廠家安裝所需的工序
-
2023-06-20
柱銷聯軸器主要有三部分組成
-
2023-05-24
彈性聯軸器這個扭轉振動會傳遞
-
2023-04-28
膜片聯軸器分為連桿式和不同形狀的整片式





 ?蘇公網安備32111102000071號
?蘇公網安備32111102000071號